Construir tu propia máquina CNC desde cero puede parecer una tarea desalentadora, especialmente si eres nuevo en el mundo de la automatización y el control numérico. Sin embargo, con la guía adecuada, este proyecto de bricolaje se vuelve accesible y gratificante. Esta guía desglosa el proceso de construcción de un router CNC funcional, desde la adquisición de componentes hasta la configuración del software, permitiéndote crear tu propia herramienta versátil para cortar, fresar y grabar una variedad de materiales.

Comprendiendo la Maquinaria CNC
Una máquina CNC (Control Numérico Computarizado) es, en esencia, una herramienta eléctrica automatizada. Su funcionamiento se basa en un programa informático que dirige el movimiento de un motor a través de tres ejes principales: X, Y y Z. Estos ejes se desplazan siguiendo una trayectoria predefinida generada por software CAD/CAM, obedeciendo a comandos específicos conocidos como código G. Finalmente, la herramienta montada en el husillo lleva a cabo la acción deseada, ya sea tallar, cortar o fresar, para materializar el diseño.
A menudo, las máquinas CNC evocan imágenes de altos costos y operaciones de programación complejas, lo que puede generar una percepción de inaccesibilidad. Sin embargo, la curva de aprendizaje se suaviza considerablemente al comenzar con operaciones sencillas y máquinas de bajo costo. Este enfoque gradual permite a los principiantes transitar hacia la comprensión de la tecnología CNC moderna. La principal dificultad en la fabricación de una máquina CNC propia suele radicar en el costo de los kits y la complejidad del mecanizado, mientras que la configuración y el uso del software son, en comparación, procesos más directos. Tras un mes de investigación y estudio, se decidió emprender la construcción de kits de máquinas CNC controladas por Mach3, empleando materiales disponibles localmente.
Detalles del Proyecto:
- Dificultad de Construcción: Moderada.
- Duración Estimada de la Construcción: 16 Días.
- Herramientas de Bricolaje Necesarias: Tornillos de banco, taladros eléctricos, sierras de mano, punzones de muestra, machos de roscar, escariadores, calibradores, dobladoras y tornillos.
Primeros Pasos: Definición de Capacidades y Objetivos
Esta guía se centra en la creación de una máquina CNC funcional con las siguientes características clave:
- Estructura Robusta y Versátil: La máquina presenta una estructura de pórtico que garantiza una buena estabilidad. Ofrece un gran formato de procesamiento, un diseño compacto y liviano, facilitando su transporte.
- Amplitud de Materiales: Puede ser utilizada para cortar y fresar una amplia gama de materiales, incluyendo PCB (placas de circuito impreso), PVC, acrílico, MDF, madera, aluminio y cobre.
- Precisión Mecanizada: Su precisión de mecanizado puede alcanzar los 0.1 mm, lo cual es suficiente para la mayoría de las aplicaciones en placas de PCB, moldes, sellos y letreros.
- Costo Accesible: El costo total del proyecto se mantiene por debajo de los $1,000 USD, y el montaje es cómodo y sencillo.
- Disponibilidad de Componentes: Las piezas y materias primas utilizadas se pueden encontrar o comprar localmente, minimizando las complicaciones logísticas.
- Herramientas Comunes: El proceso de bricolaje no requiere herramientas excesivamente especializadas o complicadas.
- Controlador Intuitivo: Utiliza el controlador Mach3, conocido por su facilidad de uso.
- Accionamiento de Precisión: El husillo es impulsado por un motor paso a paso de alta precisión.
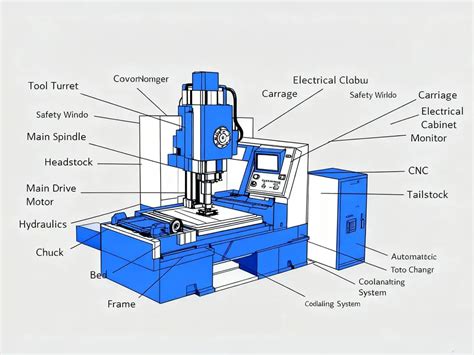
Diseño Estructural de la Máquina CNC
La máquina CNC adopta una estructura de pórtico fijo. El diseño general se divide en varios componentes esenciales: una mesa base, un marco de pórtico, un carro del eje X, una mesa de trabajo del eje Y y un carro del eje Z.
El motor paso a paso que impulsa el movimiento de la mesa de trabajo del eje Y está fijado en la placa inferior. Este motor interactúa con un tornillo de avance y dos barras lisas que actúan como guías deslizantes para la mesa del eje Y.
Sobre el marco del pórtico se monta el motor paso a paso responsable del movimiento del carro del eje X. Este motor también está conectado a un tornillo de avance y utiliza dos barras lisas como guías deslizantes para el carro del eje X.
A su vez, en el carro del eje X se encuentra el motor paso a paso que acciona el carro del eje Z. Este conjunto incluye un tornillo de avance y dos barras lisas que sirven como guías deslizantes para el carro del eje Z.
Para fijar el husillo en el carro del eje Z, se emplean soportes de fijación en forma de L y anillos de retención en forma de U. La tuerca correspondiente al husillo está soldada en los carros de los ejes X, Y y Z.
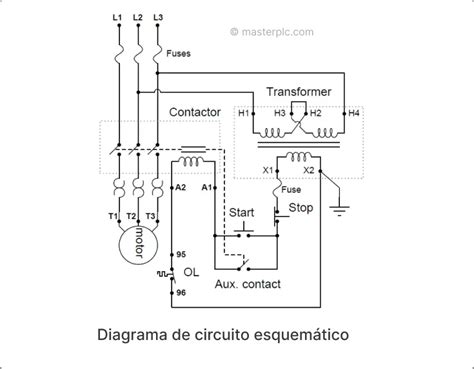
Diseño del Circuito de la Máquina CNC
El circuito electrónico de la máquina CNC se compone de tres partes idénticas de accionamiento de motor paso a paso, una para cada eje (X, Y y Z). Para ilustrar su principio de funcionamiento, tomaremos el eje X como ejemplo.
Circuito Controlador de Motor Paso a Paso con L297/L298
El circuito controlador se basa principalmente en dos circuitos integrados de accionamiento dedicado para motores paso a paso: el L297 y el L298. La función primordial del L297 es la distribución de pulsos. Este chip genera pulsos lógicos de salida en sus terminales A, B, C y D para controlar el L298. El L297 también incorpora dos circuitos "chopper" PWM (Modulación por Ancho de Pulso) para regular la corriente en los devanados de fase, permitiendo un control de corriente constante y optimizando las características de par del motor en diferentes frecuencias.
El pulso de reloj del eje X, proveniente de HDR1 (pin 2), se introduce en el pin RELOJ (pin 18) del U1 (L297). Este pulso es procesado por el U1, generando pulsos lógicos de salida en sus terminales A, B, C, D (pines 4, 6, 7, 9). Estos pulsos se dirigen al U2 (L298) para activar su puente H dual, que a su vez genera los pulsos de paso necesarios para hacer girar el motor paso a paso.
El L298 es un controlador de circuito integrado de potencia capaz de manejar altas corrientes y voltajes, y cuenta con un puente H dual. Al combinar el L297 y el L298, se forma un sistema de accionamiento completo capaz de controlar motores paso a paso bifásicos con voltajes de hasta 2V y corrientes de hasta 4.6A por fase.
El pin SYNC (pin 1) del U1 es el pin de sincronización. Se conecta al pin 1 de los chips U3 y U5 para lograr la sincronización de múltiples L297, lo cual es crucial en sistemas multieje.
Placa de Control del Controlador del Motor Paso a Paso
El pin ENABLE (pin 10) del U1 actúa como un pin de control para habilitar o deshabilitar la lógica de salida. Cuando este pin está en nivel bajo, los pines INH1, INH2, A, B, C, D se fuerzan a nivel bajo, deteniendo el funcionamiento del controlador L298. El pin CONTROL (pin 11) se utiliza para seleccionar el modo de control de la señal "chopper". Si está en nivel bajo, la señal "chopper" afecta a INH1 e INH2. Si está en nivel alto, la señal "chopper" actúa sobre las señales A, B, C, D. El primer modo es adecuado para el trabajo monofásico, mientras que ambos modos pueden ser utilizados para motores paso a paso en modo de trabajo bipolar.
El pin VREF (pin 15) del S1U1 es el pin de ajuste del voltaje de referencia. Ajustando el voltaje en este pin, se establece la corriente máxima que circulará por los devanados de fase del motor paso a paso.
Kits de Controladores de Motores Paso a Paso
El pin CW/CCW (pin 17) del U1 es el pin que determina la dirección de rotación del motor paso a paso del eje X. La señal que especifica la dirección para el eje X, proveniente de HDR1 (pin 6), se conecta a este pin. El pin HALF/FULL (pin 19) controla el modo de excitación del motor. Cuando está en nivel alto, se activa el modo de micropasos (medio paso), y cuando está en nivel bajo, se utiliza el modo de paso completo. El pin RESET (pin 20) es una señal de reinicio asíncrona cuya función es restablecer el distribuidor de pulsos. Los diodos D3-D26 son diodos de rueda libre para el puente H del controlador L298, protegiendo los transistores de los picos de voltaje generados por la inductancia del motor.
Configuración del Controlador CNC Mach3
Mach3 es uno de los controladores CNC más utilizados en el mundo para máquinas de este tipo. Su instalación es relativamente sencilla. Inicialmente, se inserta la tarjeta de movimiento Mach3 en la placa base del ordenador. En un sistema operativo Windows, el controlador Mach3 se instalará de forma predeterminada.
Kit de Controlador CNC de 3 Ejes USB Mach3
Existen diversas alternativas a Mach3 para el control CNC, como DSP, NcStudio, Mach4, Syntec, OSAI, Siemens, LNC y FANUC, cada uno con sus propias características y aplicaciones.
Instalación y Uso del Software CAD/CAM
El software CAD/CAM (Diseño Asistido por Computadora / Fabricación Asistida por Computadora) es fundamental para el proceso de diseño y generación de trayectorias de herramienta. Algunos de los programas más comunes en este ámbito para máquinas CNC incluyen:
- Type3
- ArtCAM
- Cabinet Vision
- CorelDraw
- UG
- MeshCAM
- Solidworks
- AlphaCAM
- MasterCAM
- UcanCAM
- CASmate
- PowerMILL
- Aspire
- Alibre
- AutoCAD
- Fusion360
- Autodesk Inventor
- Rhinoceros 3D
Estos programas permiten diseñar dibujos en 2D y 3D, y a partir de ellos, generar las trayectorias de herramienta necesarias para el mecanizado.
CAM | Generación de códigos G en Fusión 360 para Router CNC
Ensamblaje de los Kits de Máquinas CNC
La construcción de la máquina implica el ensamblaje de varios componentes clave. La mesa inferior, el carro del eje X, la mesa de trabajo del eje Y y el carro del eje Z se fabrican utilizando placas de acero laminado en frío de 1.52 mm de espesor, trabajadas con una máquina dobladora. Este método garantiza una alta precisión en el mecanizado. Si no se dispone de una dobladora, el doblado manual con un martillo de mano sobre una prensa grande es una alternativa. Durante el doblado manual, es crucial añadir una almohadilla de hierro a la pieza de trabajo para evitar marcas. Tras el doblado, es fundamental asegurar que ninguna superficie esté deformada y que los ángulos entre las piezas formen exactamente 90 grados.
Para asegurar la correcta ubicación de los taladros, se utilizan punzones de muestra. La punta de la aguja de trazado debe ser fina y estar alineada de forma paralela y perpendicular a la primera línea de trazado. La línea de trazado debe ser precisa, y el zócalo de posicionamiento del punzón de muestra debe ser cuidadoso y exacto.
Proceso de Taladrado y Mecanizado de Precisión
Por ejemplo, para crear un agujero de 6 mm de diámetro en dos pasos: primero, se utiliza una broca de 4 mm para perforar el agujero inicial. La precisión de este agujero de 4 mm se verifica según la línea de posicionamiento transversal. Si no es preciso, se corrige con una lima de jardín. Finalmente, se utiliza una broca de 6 mm para escariar el agujero hasta el tamaño deseado. Este método de dos pasos minimiza el error de posición del orificio.
El pórtico puede ser fabricado a partir de quilla de hierro de piso antiestático con un espesor de pared de 1.2 mm, cortado con una sierra de mano. Siguiendo el plano, se puede doblar y procesar en una prensa para darle forma.
Guías y Barras Lisas
Las barras de luz utilizadas como rieles guía para los 3 ejes (X, Y, Z) deben tener una superficie lisa y un diámetro uniforme de 8 mm o 10 mm. Estas pueden ser recuperadas desmontando el riel deslizante de impresoras matriciales usadas o el rodillo de goma entintador de cartuchos de impresoras láser antiguas. Es esencial que las dos barras lisas para cada dirección tengan la misma longitud y que sus caras finales sean planas. Se deben perforar agujeros en el centro de las caras finales para poder pasar un cable M5 y fijarlas con pernos de 5 mm. La instalación debe ser perfectamente horizontal y vertical. El paralelismo absoluto de las dos barras de luz en cada dirección es crucial y determina el éxito del proyecto.
Husillo de Avance y Tuercas
El husillo de avance para los 3 ejes es un husillo con un diámetro de 6 mm y un paso de 1 mm. Este tipo de husillo se puede obtener cortando a la longitud necesaria husillos largos que se venden para la decoración de techos en ferreterías. Se busca una baja resistencia y un juego mínimo. La tuerca correspondiente se suelda en el orificio del carro para minimizar el juego y mejorar la precisión de la máquina de grabado.
Manguitos Deslizantes
Los manguitos deslizantes son conectores de manguera de latón que se compran en ferreterías. Es importante seleccionar un diámetro interior ligeramente menor que el de la barra deslizante. Luego, se utiliza un escariador manual para ajustar el diámetro interior y que coincida exactamente con la barra deslizante. Si es necesario, el eje óptico se puede pulir con papel de lija metalográfico. Los manguitos deslizantes se cortan en secciones de 6 mm de largo, necesitándose un total de 12 secciones. Con un soldador de alta potencia, se sueldan en el orificio correspondiente del carro. Durante la soldadura, se debe evitar que la soldadura penetre en el interior del manguito. Se recomienda usar cloruro de zinc como fundente para asegurar la calidad de la soldadura. Al ensamblar, se debe verificar que la resistencia del deslizamiento sea baja y constante. Si la resistencia es alta, el manguito deslizante puede recalentarse con el soldador hasta alcanzar los requisitos deseados.
Conexión del Motor Paso a Paso y la Varilla Roscada
El eje del motor paso a paso se conecta a la varilla roscada a través de un tubo de cobre de 6 mm de diámetro. La varilla roscada y el tubo de cobre se sueldan firmemente, asegurando su concentricidad. El otro extremo del tubo de cobre se inserta en el eje del motor paso a paso y se perfora horizontalmente. Se inserta un pasador a través de un pequeño orificio para fijarlo. El otro extremo de la varilla roscada se suelda a una tuerca en el carro.
Esta máquina CNC puede ser adaptada en tamaño y dimensiones según los materiales propios, pero es importante no hacer la máquina excesivamente grande para evitar comprometer su rigidez.
Operación de una Máquina CNC
Antes de iniciar cualquier operación de mecanizado CNC, es necesario preparar una lista de programas y definir los parámetros de trabajo:
- Procedimiento de Procesamiento: Determinar la secuencia de operaciones, las herramientas de corte a utilizar y las velocidades de corte adecuadas.
- Punto de Conexión del Contorno: Definir el punto de inicio y fin del recorrido de la herramienta sobre el contorno de la pieza.
- Posición de Inicio y Origen de Coordenadas: Establecer el punto de partida de la herramienta y el origen del sistema de coordenadas de la pieza.
Una vez definidos estos parámetros, se escribe el conjunto de instrucciones de control numérico según el formato especificado. Este conjunto de instrucciones se introduce en el dispositivo de control numérico para su procesamiento (decodificación y operación). Posteriormente, la señal se amplifica a través del circuito de accionamiento, lo que impulsa el servomotor para generar el desplazamiento angular y la velocidad angular necesarios. Finalmente, a través de los componentes de ejecución, se convierte este movimiento rotacional en el desplazamiento lineal de la mesa de trabajo, logrando así el avance de la herramienta.
Pasos para Operar una Máquina CNC
A continuación, se detallan los 9 pasos clave para operar una máquina CNC:
Paso 1. Programación CNC: Antes del mecanizado, es esencial analizar y compilar la programación CNC. Para programas largos o complejos, es recomendable no programar directamente en la máquina. En su lugar, se puede utilizar una máquina de programación externa o realizar la programación por computadora y luego transferir el programa al sistema CNC de la máquina a través de un disquete o una interfaz de comunicación. Esto optimiza el tiempo de la máquina y aumenta la eficiencia del mecanizado.
Paso 2. Encendido de la Máquina: Generalmente, se enciende primero la alimentación principal para asegurar que la máquina CNC tenga las condiciones eléctricas adecuadas. Luego, se inicia el sistema CNC con un botón de llave. Al mismo tiempo, se enciende la máquina herramienta, y el CRT (tubo de rayos catódicos) del sistema de control CNC muestra información relevante sobre el estado de conexión de los periféricos y otros equipos auxiliares.
Paso 3. Establecimiento de un Punto de Referencia Sólido: Antes de cualquier operación de mecanizado, es crucial establecer el punto de referencia del movimiento de cada coordenada de la máquina. Este paso es especialmente importante para máquinas que utilizan un sistema de control incremental.
Paso 4. Inicio de la Programación CNC: La introducción del programa se puede realizar de diversas maneras, dependiendo del medio utilizado (cinta, disco). Se puede introducir mediante una lectora de cinta, una máquina de programación o a través de comunicación serial. Para programas simples, la entrada puede hacerse directamente en el panel de control CNC mediante el teclado. Alternativamente, en modo MDI (Manual Data Input), se pueden introducir segmentos del programa uno por uno para un procesamiento remoto segmentado. Antes del mecanizado, también se deben introducir en el programa el origen de la pieza, los parámetros de la herramienta, el offset y los valores de compensación necesarios.
Paso 5. Edición del Programa: Si es necesario modificar el programa introducido, se debe colocar el interruptor de selección del modo de trabajo en la posición de edición. Utilizando las teclas de edición, se pueden realizar adiciones, eliminaciones y cambios en el código.
Paso 6. Inspección del Programa y la Máquina: Este paso, a menudo omitido, es vital. Antes de ejecutar el programa principal, se recomienda realizar una inspección visual del programa para detectar posibles errores lógicos o de sintaxis. Además, se debe verificar que la máquina esté en condiciones óptimas, que las herramientas estén correctamente instaladas y que no haya obstrucciones en la zona de trabajo.
Paso 7. Ejecución del Programa y Monitoreo: Una vez completada la preparación, se inicia la ejecución del programa. Durante este proceso, es fundamental monitorear de cerca el funcionamiento de la máquina, prestando atención a cualquier ruido inusual, vibración excesiva o comportamiento errático de las herramientas. Se deben realizar ajustes finos si es necesario.
Paso 8. Verificación de la Pieza Mecanizada: Al finalizar la ejecución del programa, se debe retirar la pieza mecanizada y verificar su precisión y acabado. Se comparan las dimensiones y las características de la pieza con las especificaciones del diseño original.
Paso 9. Mantenimiento y Limpieza: Después de completar las operaciones de mecanizado, es importante realizar el mantenimiento y la limpieza adecuados de la máquina. Esto incluye la eliminación de virutas y polvo, la lubricación de las partes móviles y la inspección general para asegurar la longevidad y el buen funcionamiento del equipo.
Consideraciones Adicionales y Tecnologías Relacionadas
El mundo del mecanizado y la fabricación asistida por computadora abarca una amplia gama de tecnologías y procesos. A continuación, se presentan algunas áreas relacionadas que complementan la comprensión de los routers CNC:
Metalurgia de Polvos y Sinterizado
Este proceso, encuadrado en la metalurgia de polvos, combina el sinterizado con la forja para fabricar diversos productos. Comienza con el tratamiento del polvo metálico hasta alcanzar un estado "en verde" dentro de una matriz, formando una "preforma". Luego, esta preforma se sinteriza para obtener un producto sólido. Tras ser extraída del horno y recubierta con un lubricante como grafito, la pieza se somete a forja en dado cerrado. Este proceso fuerza la intermezcla de las partículas de metal, resultando en una masa densa y sólida.
Corte por Plasma
Es un método de corte térmico utilizado para cortar placas metálicas. La combinación de oxígeno y acetileno al final de una boquilla genera una llama de alta temperatura. El material se precalienta con esta mezcla de gases, y luego se inyecta una corriente de oxígeno de alta pureza en el centro de la llama, provocando una rápida oxidación de la pieza de trabajo. Dado que este método se basa en la reacción entre el oxígeno y el hierro (o titanio), los materiales finos o estrechos pueden deformarse debido al calor.
Fotolitografía y Prototipado Rápido
Uno de los métodos más conocidos de prototipado rápido. Es un proceso controlado por archivos CAD en el que los productos se generan capa a capa. Un láser recorre un baño de resina fotosensible, solidificando finas capas sucesivas del material líquido. La parte sólida permanece bajo la superficie de la resina mientras desciende una base, permitiendo la formación del producto por estratos.
Sinterizado Láser Selectivo (SLS)
Utiliza un láser para solidificar áreas específicas dentro de un bloque de polvo, produciendo objetos ligeros. El proceso comienza con un material en polvo (por ejemplo, polvo de metal). Se pueden crear microestructuras que dan lugar a productos metálicos con una excelente relación peso-resistencia. Por ejemplo, la densidad de piezas de acero inoxidable puede reducirse hasta en un 90% en comparación con procesos convencionales.
Prototipado Rápido Híbrido (Fundición y Fresado)
Este sistema de prototipado rápido combina operaciones de fundición y fresado en una sola máquina. Primero, una fresadora recorta un molde a partir de un bloque de aluminio basándose en información de un archivo CAD. Luego, este molde se rellena con una resina polimérica. Una vez endurecida la resina, la misma fresadora le da su forma final exacta. La ventaja principal es que la cara moldeada se replica con precisión en cada ciclo, mientras que la cara fresada puede adaptarse según el archivo CAD.
Impresión 3D de Hormigón
Esta tecnología se basa en máquinas que depositan hormigón. El cabezal de impresión se desplaza en 6 ejes, agregando material en capas según planos CAD (no gráficos 2D). Las boquillas de impresión, suspendidas en un carro en voladizo, depositan un hormigón de secado rápido.
Corte por Chorro de Agua
Desde mediados del siglo XIX, el chorro de agua se ha utilizado para la retirada de materiales en minería. El proceso actual produce un chorro de agua finísimo (típicamente 0.5 mm) a presiones muy elevadas (entre 20,000 y 55,000 psi). Estas velocidades pueden duplicar la del sonido. Es un proceso para cortar y decorar materiales sin desprendimiento de virutas y muy preciso, basado en información de archivos CAD.
Mecanizado por Láser
Es una forma de corte que utiliza un rayo láser y un cabezal multieje para seccionar objetos tridimensionales. Un archivo CAD proyecta rutas complejas para el rayo de luz, generando diseños de gran finura y precisión.
Routers CNC para Diversos Materiales
La maquinaria accionada por Control Numérico Computarizado (CNC) corta sin esfuerzo materiales sólidos. Los cabezales de corte se montan sobre una tapa que rota en varios ejes (hasta 6) para crear formas complejas, actuando como escultores automáticos. Un router CNC es una máquina controlada por computadora para materiales compuestos, aluminio, acero, plásticos, madera y espuma. Existen routers CNC de muchos tamaños, desde modelos de escritorio hasta máquinas para fabricar piezas de barcos. El router CNC es operado por un equipo de control numérico. Las coordenadas se cargan en el control de la máquina desde un programa separado. El usuario dispone de dos programas: uno para diseñar (archivos CAD) y otro para cargar y ejecutar los diseños.
Un router CNC ofrece gran flexibilidad en la fabricación y puede ser utilizado para producir una amplia gama de elementos, como esculturas de puertas, decoración interior y exterior, paneles de madera, letreros, marcos, molduras, instrumentos musicales y muebles. El funcionamiento de los motores paso a paso o servomotores depende de los pulsos recibidos, que se representan como 1 (pulso alto) o 0 (pulso bajo). Normalmente se utiliza un puerto paralelo al motor a través de sus respectivos drivers. Los drivers reciben estas señales binarias mediante circuitos de potencia que interpretan la señal (llamada PWM - Modulación por Ancho de Pulso) y envían a los motores la secuencia de pulsos adecuada para que giren en un sentido u otro. La programación de los movimientos de un router se realiza mediante un lenguaje llamado "código G", generado a partir de un dibujo 2D en CAD (programa que convierte los archivos en formato DXF).
CAD/CAM: La Base del Diseño y la Fabricación
El uso de ordenadores o computadoras mejora la fabricación, el desarrollo y el diseño de productos, permitiendo fabricarlos más rápido, con mayor precisión y a menor costo. Los sistemas CAD permiten generar modelos con la mayoría de las características de un producto, como tamaño, contorno y forma, almacenados como dibujos 2D o 3D. Una vez introducidos estos datos dimensionales, el diseñador puede manipularlos o modificar ideas con facilidad.
La Fabricación Asistida por Computadora (CAM) ofrece ventajas significativas sobre los métodos tradicionales al controlar equipos de fabricación con computadoras en lugar de operadores humanos. Esto elimina errores del operador, reduce el trabajo engorroso (la producción de piezas de diferentes tamaños no es más difícil para una máquina CNC), disminuye los costos de mano de obra, presenta precisión constante y optimiza el uso del equipo. La fabricación aprovecha el potencial de la tecnología CAD al combinar diversas actividades asistidas por computadora, como el control de inventario, el cálculo de costos de materiales y el control total de cada proceso de producción. Esto proporciona mayor flexibilidad al fabricante, permitiendo responder ágilmente a las demandas del mercado y al desarrollo de nuevos productos.
En una máquina CNC, a diferencia de una máquina convencional o manual, una computadora controla la posición y velocidad de los motores que accionan los ejes. Esto permite movimientos que no se pueden lograr manualmente, como círculos, líneas diagonales y figuras tridimensionales complejas. Las máquinas CNC pueden mover la herramienta simultáneamente en 3 ejes para ejecutar trayectorias tridimensionales, necesarias para el mecanizado de moldes y troqueles complejos. Una computadora controla el movimiento de la mesa, el carro y el husillo. Una vez programada, la máquina ejecuta todas las operaciones de forma autónoma, liberando al operador para otras tareas productivas. Esto se debe a la mayor precisión de las máquinas CNC en comparación con las máquinas clásicas, gracias a su alta fiabilidad y repetitividad.
Diseño y Construcción de Mobiliario Funcional
La construcción de mobiliario funcional requiere considerar varios aspectos:
- Dimensionamiento Correcto: Las dimensiones de los muebles se calculan en base a las medidas corporales promedio del ser humano, buscando la utilidad para personas de distintos tamaños. La altura de un asiento, por ejemplo, varía según su propósito (comer, trabajar, descansar). Una mesa de comedor suele tener entre 720-750 mm de altura, con sillas de 420-460 mm de altura de asiento. Mesas de sala de estar son más bajas (40-650 mm), con sillones de 380-40 mm de altura de asiento. Los mostradores de cocina suelen tener 850-900 mm de altura para trabajar de pie. Mesas de despacho y escritura varían entre 720-750 mm y 650-680 mm, respectivamente.
- Tamaño y Cantidad de Objetos a Alojar: La profundidad y altura de un armario se determinan por las dimensiones de la ropa, y la profundidad de una cómoda por el tamaño de la ropa plegada. En muebles multifuncionales, las dimensiones principales se rigen por el objeto más grande que albergarán. Un abrigo colgado en una percha requiere una profundidad interior de 560 mm y una altura mínima de 1400 mm hasta la barra.
- Lugar de Emplazamiento y Transporte: Se deben tener en cuenta las dimensiones del espacio donde se ubicará el mueble y la facilidad de transporte. Muebles adosados a una pared, como aparadores, deben diseñarse considerando su posición. Escaleras y pasillos estrechos pueden requerir muebles desmontables.
- Ventilación y Protección: El tipo de contenido previsto influye en el diseño. Alimentos y calzado necesitan ventilación, objetos sensibles deben protegerse del polvo, objetos de valor con cierre, y otros deben ser visibles.
- Ejecución Correcta y Materiales: La funcionalidad también depende de la correcta ejecución, la elección de la madera apropiada y el acabado de las superficies. Mesas de restaurante requieren construcciones fuertes y sólidas, a menudo con maderas duras. Muebles de cocina y laboratorio se pintan con barnices resistentes a lavados frecuentes o se forran con planchas multilaminares o plásticas.
- Estética y Belleza: La belleza de un mueble depende de la proporción entre sus medidas, la elegancia de sus líneas y la conformación de materiales correctos. Detalles secundarios visibles, como molduras, marquetería, tallas, herrajes y manecillas, también contribuyen a su atractivo.
Muebles Armables y Materiales de Construcción
Los muebles armables están compuestos por piezas que se ensamblan fácilmente.
Tablero de Fibra de Densidad Media (MDF): Fabricado a partir de elementos fibrosos básicos de madera prensados en seco, presenta una estructura uniforme y homogénea con una textura fina que permite un acabado perfecto en sus caras y cantos. Se trabaja de manera similar a la madera maciza, pudiendo fresarse y tallarse incluso los cantos. Su estabilidad dimensional es óptima, aunque su peso es elevado. Se puede lacar, pintar o barnizar, y se encola con cola blanca.
La construcción práctica de un mueble exige considerar la resistencia de las uniones y la distribución de cargas. Los travesaños de refuerzo horizontales evitan que las patas se venzan o se separen. Los ángulos de encuentro se diseñan para que los elementos se refuercen mutuamente. Las patas soportan mejor si se colocan de canto (viga eficaz), y la carga se transmite a los soportes. Los ensambles entre traviesas y patas deben soportar fuerzas de corte, que aumentan con la presión lateral.